Powder Bridging
When materials bond together creating an arch above the outlet of a container, IBC, hopper, mixer or silo, bridging occurs.
When discharge occurs solely in a flow channel above the outlet, and products at the sides get held up, rat holing occurs.
When particles of varying sizes or weights pass through the discharge valve at an uneven speed, segregation occurs.
Containment is used when hygiene and safety requirements must be met while eliminating the risk of cross-contamination.
Matcon's S series Cone Valve IBCs are made of stainless steel with a surface finish to meet your specifications. Each IBC contains a unique Cone Valve technology within the IBC that prevents the traditional powder handling issues of bridging, blocking, and blend segregation. Each IBC is built with no enclosed crevices or hollow sections that could trap products or contaminants, allowing them to meet the strictest hygiene and safety standards. The range is suitable for blending, storing, and transporting powder mixes, and it provides contained dust-tight powder handling. The IBCs are available in different sizes: Small IBCs (300-500l) for smaller batches or testing, Medium IBCs (1,000 to 2,000l ) the most popular of IBC batch sizes and Large scale IBCs (2,500-3,000l ) for larger batch sizes.
The gentle Tablet Handling System enables for the efficient handling of tablets and capsules. At the same time, the efficiency of the tablet coating, printing, inspection, and packing processes is improved. The Tablet IBC is at the heart of this system, with its unique pharmaceutical grade polyethylene construction, tablet spiral, and gentle opening Cone Valve - all of which are designed to prevent tablet damage or breakage. A pharmaceutical grade Cone valve is used in the outlet. The IBC can handle tablets (coated and uncoated) and capsules in batches of up to 650kg. The integrated entry spiral allows tablets to gently slide into the bin, minimizing drop height, acceleration, and impact and thus reducing the risk of damage.
A square-sectioned white polyethylene bottle is positioned centrally within a mild steel or stainless steel support frame to make up the R Series IBC. The bottle has a round inlet at the top and a round outlet at the bottom. These are commonly implemented in non-food, non-hygienic applications where a stainless steel IBC would be unnecessary. Powders are discharged under mass-flow discharge to prevent mix segregation and are fitted with the same Cone Valve technology as the stainless steel range. Bridging and blocking concerns with powder handling are also resolved. They are available in different sizes from 500L to 2500L and are stackable to 2 IBCs height.
By adding a high shear cutter to the IBC industrial mixer, which will not blend by flow alone, recipes can be blended, and materials distributed, allowing the incorporation of liquid fats and the processing of more cohesive powders, as well as the removal of agglomerated lumps. It eliminates the need for multi-stage blending. in single-stage blending, liquid fats are efficiently mixed. Disperse micro-ingredients efficiently to ensure a high-quality final product. High shear without heat build-up – particles blend without degradation to produce a high-quality final product.
Directly add liquids to the blending vessel without opening it or without manual intervention, thereby accelerates the mixing process by eliminating the need to stop and restart the blender.This adaptable and sanitary system will reduce manual handling and improve containment, enhancing the benefits of IBC Blending even further. During the mixing process, liquids are dispersed evenly and automatically in your powder recipe. Deliver liquid additions ranging from 5-150 liters. The typical injection amount per revolution is 200-800g. Equipped with Loss in weight monitoring on liquid tank.
Use NIR spectroscopy to enhance your understanding of the blending process. The NIR spectroscopy will demonstrate that tumble blending works with your materials it will also be able to give real-time results as the blender is in motion, which will identify the point at which the material becomes blended. Once the blending time is established, this can be fed into the blender settings and used to optimize the blending cycle with the opportunity to save minutes in this process, which could lead to the ability to process additional batches within a shift.
Providing a thorough internal wash and dry of the IBC without removing the Cone Valve. To remove any powder residue, a high-pressure spray lance distributes water in a controlled and repeatable pattern on all of the internal surfaces of the IBC. The drainage frame includes a cone lifter for automatic outlet cleaning with the Cone Valve in place. A typical wash and dry cycle only require 20-30 minutes (product dependent). High manufacturing efficiency rates as the IBCs are cleaned off-line without disrupting the mixer or the manufacturing line. The simple design of the IBC enables for easy cleaning of the internal surfaces with no risk of cross-contamination.
This cleaning solution offers a high manufacturing efficiency rate as IBCs are cleaned off-line without causing mixer or manufacturing line down-time. The air wash module wash and dries the inside of the IBC without removing the Cone Valve. To expel any particles of powder dust and residue, pressurized air is supplied through a lance and nozzle arrangement. By using only air, the risk of waterborne bacterial growth that is associated with traditional water-based systems is eliminated. This is especially useful in applications involving dairy or infant nutrition powders. A dust extraction unit collects any residual powder waste. Depending on the product, a typical air wash cycle lasts only 6-10 minutes.
The High-pressure spray wash lance arrangement, the simplest of cleaning mechanisms, is manually fitted onto the IBC lid. To remove any powder residue, high-pressure jets spray water in a controlled and repeatable pattern on all of the internal surfaces of the IBC. The simple IBC design allows for easy cleaning of internal surfaces with no risk of cross-contamination. High manufacturing efficiency rates since IBCs are cleaned off-line without disrupting the mixer or the manufacturing line. Manual operation.
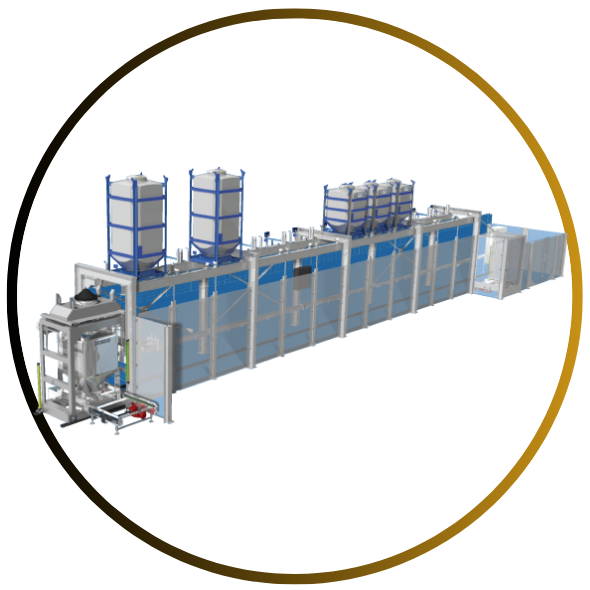
When using a Matcon Powder Recipe Formulation Systems your recipes can be formulated directly into IBCs off-line and then added to the batch processing flow as needed. With check weighing capabilities and material tracking, traceability is possible.
You can reduce the time spent normally waiting for powder recipes to be formulated for batch processing. The Recipe formulation system keep the production flow moving.
.png)
A very efficient alternative to a butterfly valve. A manually operated cone valve is situated in Matcon's Manual Cone Valve IBC's outlet. When compared to butterfly valve IBCs, this provides a better discharge. The Manual Cone Valve unit consists of a valve body with a single-sided arm that supports a lever-operated cone valve. Depending on the desired powder discharge flow rate, this lever can be locked in the open or closed positions, or in any intermediate position, via a locking handle.The annular gap generated as the cone valve rises inside the IBC increases mass-flow of the powders when it exit the IBC.
The Discharger Valves are designed to be installed on Silos and Hoppers to equip them with Cone Valve technology, allowing for more controlled powder discharge. Discharger Valves allow for the controlled discharge of even the most difficult materials, ranging from free flowing to cohesive powders. Existing silos and hoppers' discharger valves, which range in size from 500mm to 2.5 meters, serve as both a flow aid and a shut off valve. In-situ maintenance is possible without completely emptying the silo. Since the Cone Valve encourages mass flow, it pulls material from all sides of the vessel, preventing rat-holing and bridging.
![]()
Matcon's powder packing equipment features a straightforward design that allows manufacturers to minimize downtime by efficiently cleaning change-out parts offline. Switch recipes in just minutes instead of hours.
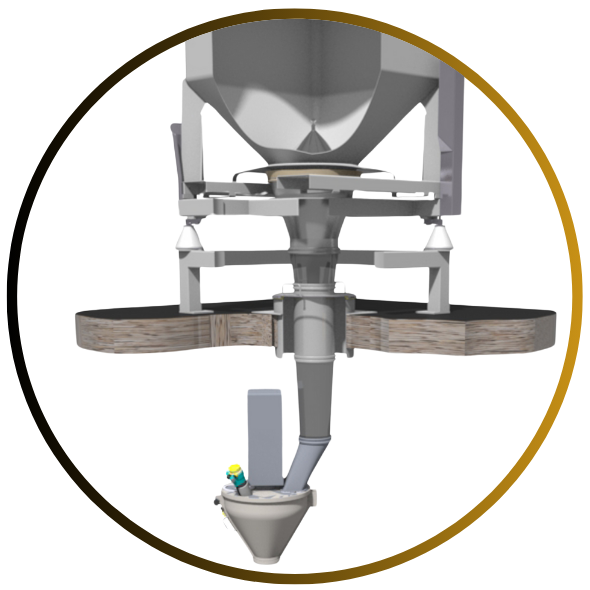
The Cone Valve ensures a dependable, complete discharge of a powder mixture from the IBC, preserving the integrity of your homogeneous blend and ensuring your product is accurately packaged into pouches, tubs, bags, or other packing line equipment. The Cone Valve technology prevents powder mix segregation, which is essential for precise feeding of powder packing machines and third-party equipment.
.png)
.png)
Tekemas A/S Headquarters
Herstedøstervej 29D
DK-2620 Albertslund
Phone: +45 3670 6000
Mail: info@tekemas.com

